
5 Essential Molding Techniques for HTV Silicone Rubber Processing
HTV silicone rubber (High-Temperature Vulcanizing Silicone Rubber) is one of the major groups of silicone materials used in various applications – electronics, automotive, medical, and construction – because of its ability to withstand high and low temperatures, and provide electrical insulation and chemical stability. To select the proper methods for processing HTV silicone rubber, you must understand how HTV silicone rubber is processed; this will aid in selecting the right methods for manufacturing your products to achieve the highest possible level of production efficiencies, as well as to provide you with an opportunity to produce high-quality silicone rubber products. In this article, we will review the five primary methods of processing HTV silicone rubber, which are Compression Molding, Transfer Molding, Injection Molding, Extrusion, and Calendering; furthermore, we will explore the principles, features, uses and keys to each of these processes so that you can choose the optimum method of manufacturing your HTV silicone rubber products.
Overview of HTV Silicone Rubber
HTV silicone rubber, or silicone rubber of high thermal vulcanization temperature, refers to silicone rubber materials that require heat to be vulcanized (cross-linked). The molecular weight of HTV silicone rubber is high and HTV silicone rubber usually comes as a solid block of rubber, so it must be mixed with vulcanizing agents, reinforcing fillers, structure control agents and other additives, then molded by heating and pressing to complete the vulcanization process. RTD silicone rubber, on the other hand, cures by ambient temperature without the aid of heat; however, HTV silicone rubber requires heat for the vulcanisation process in the range of 120°C - 250°C for achieving full vulcanised characteristics. HTV silicone rubber exhibits excellent resistance to high and low extremes of temperature (long-term use from -60°C to 250°C), good electrical insulating properties, high weathering and chemical inertness; thus, making HTV silicone rubber the most desirable choice for production of high performance silicone rubber products. .
The two categories of silicone rubbers, high temperature vulcanising (HTV) silicone rubber and room temperature vulcanising (RTV), are primarily defined based on the method by which they are vulcanised. HTV silicone rubber is primarily used to manufacture a variety of products made from silicone rubber; whilst RTV silicone is primarily employed in the manufacture of adhesives, potting compounds and as a material for producing moulds. This article will discuss the methods for processing HTV silicone rubber and will cover both the methods used to create moulds out of HTV silicone rubber, as well as how HTV silicone rubber is used in manufacturing various types of end products.
Classification of HTV Silicone Rubber Processing Methods
HTV silicone rubber can be mainly classified into the following molding methods based on the processing technique:
Compression Molding
Compression molding was one of the first processes developed for HTV silicone rubber, and remains one of the most popular methods. The process consists of placing pre-mixed silicone rubber (with the addition of a vulcanizing agent and other additives) into a heated, closed mold cavity and using a plate vulcanizer to apply heat and pressure to the mixture in order to vulcanize (cross-link) the rubber. Once all of the raw materials have been heated to the desired temperature and the curing process has been completed (after a specified time), the mold is opened to remove the molded rubber product. This type of molding is most often used for products that are very complex in design, or which require a high degree of precision, such as seals, gaskets, buttons, and protective cases..

Advantages: Compression molded products have precise dimensions, good appearance quality, and stable performance, suitable for manufacturing complex-shaped parts with high precision requirements.
Disadvantages: High mold cost, relatively long production cycle, and lower efficiency. Due to mold size limitations, compression molding typically can only produce products with limited length (generally not exceeding 600 mm). Additionally, compression molding is prone to flash, requiring manual trimming, which increases post-processing workload.
Transfer Molding
Transfer molding is a type of manufacturing that combines compression and injection molding for producing small to medium sized silicone products containing metal or that must be free from bubbles and have high density. When transfer molding, the silicone (or rubber) is placed into a pot chamber, where it is heated and softened, Then it is forced into an enclosed mold cavity by being pushed (transferred) there by a plunger and, as in all forms of molding, the final step is to vulcanize or harden (cure) the product with high heat and pressure.
When compared with compression molding, transfer molding can create more intricate and complex shaped products. Also, because the silicone is constantly heated in the pot chamber before being pushed into the closed cavity of the mold, the vulcanization process occurs uniformly throughout and results in better overall performance of the product.
Advantages: Transfer molding can produce complex products with metal inserts, and the products are dense, bubble-free, with performance superior to compression molded parts.
Disadvantages: High equipment and mold costs, relatively complex operation, requiring precise control of pot temperature and injection pressure, otherwise issues like short shots or scorch may occur.
Injection Molding
While injection molding is more commonly used for Liquid Silicone Rubber (LSR), it's also possible to use this technique to manufacture certain low viscosity HTV Silicone rubber products. The process is similar: an injection machine heats and softens the Silicone Rubber material (which can be a two-part liquid or paste) to make it pliable and then injects it into a precision mold using very high pressure, causing the material to quickly heat and then cool to form the finished product. The advantages to using Injection Molding include its ability to produce large quantities of product during a single production cycle, its highly automated nature, and its ability to produce products with complex shapes with very high degrees of precision for applications such as medical tubing, nipples, kitchenware, etc.
Advantages: Injection molding can achieve high automation, fast production speed, high product precision and consistency, suitable for mass production.
Disadvantages: High equipment and mold investment, high requirements for material formulation and process control. For HTV silicone rubber, injection molding generally requires specialized injection machines and low-viscosity compounds to ensure good flow and rapid vulcanization.
Extrusion
Continuous-profile silicone rubber products are most frequently manufactured through the extrusion process, which consists of pushing premixed silicone rubber materials through an extruder using a screw and transforming them into a definite profile shape (such as seals, hoses, cords, etc.) by moulding them with hot air or other hot media to cure (vulcanise) them. The length of each production run can be cut to an arbitrary length providing very high production yields.
Advantages: Extrusion has fast production speed, low cost, suitable for mass production of continuous-profile products, and the product length can be cut arbitrarily with high flexibility.
Disadvantages: The product shape is relatively simple, limited to long strips or tubular products with constant cross-section, and dimensional accuracy and surface quality are slightly inferior to compression molding. Extrusion is widely used in the manufacturing of seals, hoses, and other products in automotive, construction, and machinery industries.
Calendering
Calendering is a process that uses a calender to press silicone rubber compound into sheets or films of a certain thickness and width. After mixing, HTV silicone rubber is continuously calendered through a calender to produce uniformly thick sheets or boards. Calendering is suitable for manufacturing simple sheet or plate products, such as silicone gaskets, silicone sheets, insulating tapes, etc..
Advantages: Calendering can produce large-area sheet products with uniform thickness, suitable for producing silicone boards, gaskets, etc..
Disadvantages: Complex process, high equipment investment, and the sheet properties may exhibit anisotropy due to calender effects, requiring formulation and process control to improve.
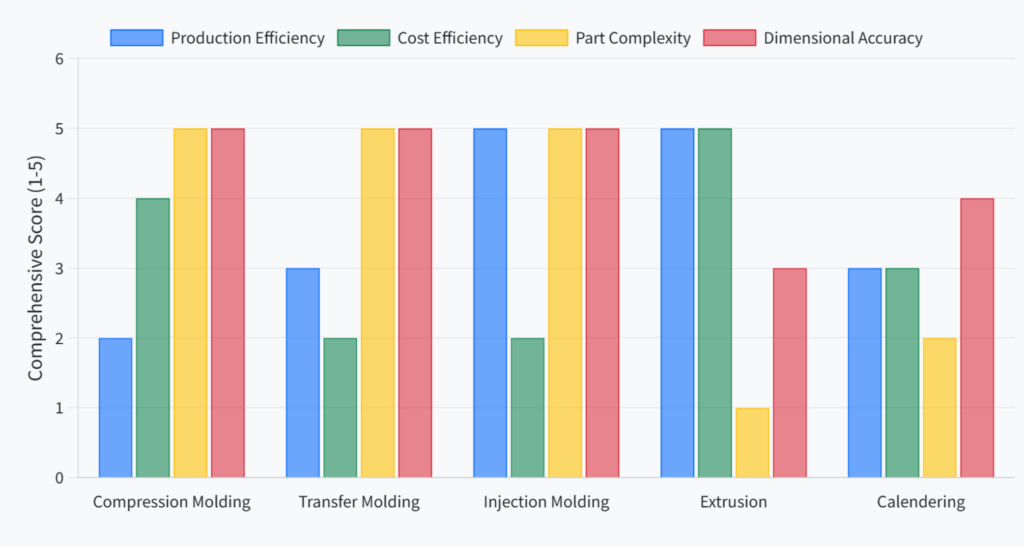
Comparison of HTV Silicone Rubber Processing Techniques
To more intuitively understand the characteristics of each processing method, the following table compares the 5 major molding processes of HTV silicone rubber:
| Processing Method | Principle Overview | Typical Products | Advantages | Disadvantages |
|---|---|---|---|---|
| Compression Molding | Place mixed compound into mold, heat and press in a plate vulcanizer for vulcanization | Seals, gaskets, buttons, protective cases, etc. (complex shapes) | Precise dimensions, good appearance, stable performance | High mold cost, long cycle, low efficiency; limited product length |
| Transfer Molding | Inject material from pot into closed mold cavity via plunger for vulcanization | Complex parts with metal inserts, high-density requirements | Can produce complex shapes, dense and bubble-free products, better performance than compression | High equipment and mold costs, complex operation, requires precise process control |
| Injection Molding | Heat and plasticize material, then inject under high pressure into mold cavity for vulcanization | Mass-produced complex parts, e.g., medical tubing, nipples, etc. | High production efficiency, high automation, high product precision | High equipment and mold investment, high requirements for material and process |
| Extrusion | Force compound through extruder screw, continuously extrude through die, then vulcanize | Continuous profiles, e.g., seals, hoses, cords, etc. | Fast production speed, low cost, suitable for mass production | Limited product shapes, only constant cross-section strips or tubes |
| Calendering | Press compound through calender rolls to form sheets or films | Sheet products, e.g., gaskets, sheets, insulating tapes, etc. | Can produce large-area sheets with uniform thickness | Complex process, high equipment investment, possible anisotropic properties |
Classification of HTV Silicone Rubber Curing Systems
In addition to classification by processing method, HTV silicone rubber can also be classified by curing system. The main curing systems for HTV silicone rubber include peroxide curing and addition curing (platinum curing).
- Peroxide-Cured HTV: Uses organic peroxides as vulcanizing agents, which decompose at high temperatures to generate free radicals, initiating cross-linking of silicone rubber molecular chains. Peroxide curing systems have relatively low cost and moderate cure speed, and are currently the most widely used curing method for HTV silicone rubber. For example, conventional methyl vinyl silicone rubber (VMQ) usually uses peroxide curing agents for compression or extrusion molding.
- Addition-Cured HTV: Uses platinum complex catalysts to achieve cross-linking through hydrosilylation addition reaction. Addition-cured HTV (also known as platinum-cured silicone rubber) has advantages such as fast cure speed, no by-products during curing, and high product transparency, making it suitable for producing high-transparency, high-precision products. Platinum curing systems have higher requirements for raw material purity and process control, and relatively higher cost, but have been increasingly used in high-end product applications in recent years.
Frequently Asked Questions (FAQ)
HTV silicone rubber requires high temperature vulcanization molding and is typically used to produce various silicone rubber products; RTV silicone rubber can cure at room temperature or slightly above room temperature and is often used as adhesives, potting compounds, or mold materials
Transfer molding is more suitable for producing silicone rubber products with metal inserts. Transfer molding can inject material into molds with metal inserts, ensuring the material around the inserts is dense and bubble-free, while compression molding is prone to short shots or bubbles when handling inserts.
Injection molding is typically used for Liquid Silicone Rubber (LSR), but can also be used for molding certain low-viscosity HTV silicone rubber. When using injection molding for HTV silicone rubber, specialized injection machines and low-viscosity compounds are required to ensure good flow and rapid vulcanization.
What types of silicone rubber products are extrusion and calendering suitable for, respectively?
Choosing the appropriate HTV silicone rubber processing method requires comprehensive consideration of factors such as product shape, size, precision requirements, production batch, and cost. For example, for complex-shaped, high-precision small to medium batch products, compression or transfer molding can be prioritized; for mass-produced complex products, injection molding has more advantages; for continuous profiles, extrusion is the first choice; for large-area sheet products, calendering can be selected.
Conclusion
There are many different types of HTV Silicone Rubber with each type having its own characteristics based on the manufacturing method used to create them. The most common methods of creating HTV silicone rubber are compression mold, transfer mold, injection mold, extrude, and calendar. Each method has specific requirements such as compression molding for large or complex shapes; transfer molding if you have heavy, high-density products requiring inserts; Injection Molding if creating large quantities of small complex items; Extrusion creates long thin shapes; and Calendar for flat materials such as sheets. The process of curing determines whether an HTV silicone rubber falls under peroxide cure or addition cure category. When selecting which type to use, manufacturers should weigh all aspects (product requirements, production efficiency, cost) to determine which will yield the best results. As silicone manufacture continues its advancement in technology, so also will continue to improve HTV Silicone Rubber Processing Methods, allowing for many more opportunities in terms of creating better performance, better reliability silicone rubber products across all industries.