
Silicone Rubber Applications in Modern Industry
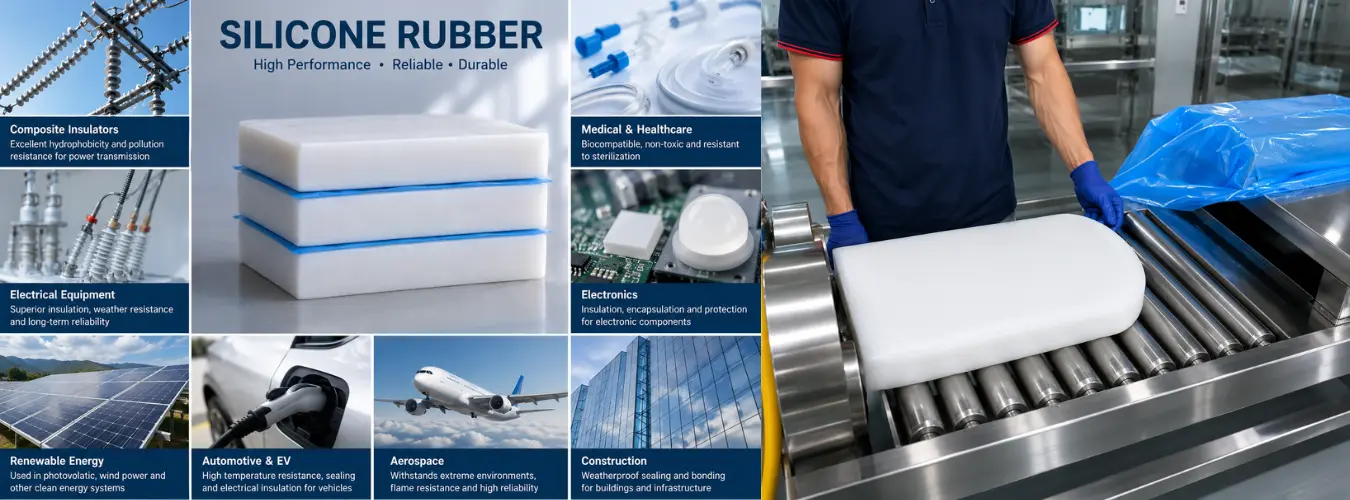
Silicone rubber has become one of the most important high-performance elastomer materials in modern industrial manufacturing. Due to its exceptional thermal stability, electrical insulation, hydrophobicity, chemical resistance, and long-term durability, silicone rubber is widely used in power transmission systems, automotive engineering, renewable energy infrastructure, aerospace technology, healthcare equipment, and electronic devices.
Unlike conventional organic rubbers, silicone rubber is built on a silicon-oxygen molecular backbone known as the siloxane structure. This unique chemical composition provides superior resistance to ultraviolet radiation, ozone, moisture, oxidation, and extreme temperatures. As a result, silicone rubber can maintain reliable mechanical and electrical performance under harsh environmental conditions where traditional elastomers may fail.
Today, industries increasingly require materials capable of operating in high-temperature, high-voltage, and heavily polluted environments. Silicone rubber has become a preferred solution because it combines flexibility, durability, weather resistance, and excellent insulation properties in a single material. Among its many applications, silicone rubber composite insulators represent one of the most technically significant developments in modern electrical engineering.
Silicone Rubber Properties That Support Industrial Applications
The growing use of silicone rubber across industries is directly related to its outstanding physical and chemical properties. Compared with conventional elastomers, silicone rubber offers a broader operating temperature range and superior environmental stability.
Key properties of silicone rubber include:
- Excellent thermal resistance from extremely low to very high temperatures
- Outstanding electrical insulation performance
- Superior UV and ozone resistance
- Strong hydrophobicity and water repellency
- Long-term weather resistance
- Flame-retardant characteristics
- High flexibility and elasticity
- Good biocompatibility for medical use
These properties allow silicone rubber to maintain stable performance even after long-term exposure to sunlight, moisture, industrial pollution, thermal cycling, and electrical stress.
One particularly important characteristic is hydrophobicity transfer capability. Low molecular weight silicone chains can migrate to contaminated surfaces and restore water repellency over time. This property is critical in outdoor electrical insulation systems and significantly improves operational reliability.
Silicone Rubber Composite Insulators in Power Transmission Systems
One of the most important industrial uses of silicone rubber is in composite insulators for electrical transmission and distribution networks. Modern high-voltage and ultra-high-voltage power systems require insulation materials capable of operating under severe environmental conditions, including pollution, humidity, salt contamination, and ultraviolet exposure.
Traditional porcelain and glass insulators have gradually been replaced by silicone rubber composite insulators because of their superior performance and lower maintenance requirements.
A typical composite insulator consists of:
- A fiberglass reinforced plastic (FRP) core rod
- Silicone rubber housing and weather sheds
- Metal end fittings
The silicone rubber outer sheath acts as the primary insulation and environmental protection layer.
Silicone Rubber Hydrophobicity in Composite Insulators
Silicone rubber naturally repels water, preventing the formation of continuous conductive water films on the insulator surface. Instead, water forms isolated droplets, which greatly reduces leakage current and flashover risk.
This hydrophobic behavior is especially important in:
- Coastal environments
- Industrial regions
- Mining areas
- Chemical plants
- Desert transmission systems
Even under contaminated conditions, silicone rubber maintains excellent insulation performance because of its hydrophobicity transfer property.
Silicone Rubber Pollution Resistance Advantages
Pollution flashover is a major challenge for outdoor electrical insulation systems. Compared with ceramic insulators, silicone rubber composite insulators demonstrate significantly better pollution resistance.
Key advantages include:
- Lower leakage current
- Reduced maintenance frequency
- Improved operational reliability
- Better performance in wet and contaminated environments
As a result, silicone rubber composite insulators are widely used in high-voltage AC transmission lines, HVDC systems, substations, railway electrification systems, and renewable energy power grids.
Silicone Rubber Lightweight and Mechanical Benefits
Silicone rubber composite insulators are much lighter than traditional porcelain insulators. Their lightweight structure reduces transportation costs, installation difficulty, and mechanical loading on transmission towers.
Additionally, composite insulators offer better seismic resistance because they are less brittle than ceramic materials. This makes them particularly suitable for earthquake-prone regions.
Silicone Rubber Applications in Electrical Equipment
Beyond composite insulators, silicone rubber is widely used throughout modern electrical infrastructure because of its excellent dielectric strength and environmental resistance.
Common silicone rubber electrical applications include:
- Cable terminations
- Surge arresters
- Transformer bushings
- Heat-shrink tubing
- Electrical connector seals
- Outdoor insulation coatings
- Switchgear insulation systems
Electrical systems often operate under conditions involving heat, moisture, UV exposure, pollution, and mechanical stress. Silicone rubber helps maintain stable insulation performance under these demanding conditions.
In smart grids and renewable energy networks, long-term reliability is essential. Silicone rubber materials contribute significantly to reducing electrical failures and maintenance costs.
Silicone Rubber Applications in Renewable Energy Systems
The rapid growth of renewable energy infrastructure has created increasing demand for high-performance silicone rubber materials.
Silicone Rubber in Solar Energy Systems
In photovoltaic installations, silicone rubber is used for:
- Junction box sealing
- Cable insulation
- Weatherproof electrical connectors
- Module protection systems
Solar power equipment is continuously exposed to sunlight, heat, moisture, and environmental pollution. Silicone rubber provides excellent long-term weather resistance and electrical insulation.
Silicone Rubber in Wind Power Systems
Wind turbines also rely heavily on silicone rubber materials for:
- Electrical insulation systems
- Cable protection
- Weather-resistant seals
- Vibration damping components
In offshore wind farms, silicone rubber’s resistance to salt spray, humidity, and severe weather conditions is especially valuable.
Silicone Rubber Applications in Automotive and Electric Vehicles
The automotive industry is another major user of silicone rubber materials. Modern vehicles operate under increasingly demanding thermal and electrical conditions, especially electric vehicles.
Typical silicone rubber automotive applications include:
- Turbocharger hoses
- Engine gaskets
- Ignition cable insulation
- Battery sealing systems
- Thermal management components
- Sensor protection parts
- High-voltage cable insulation
In electric vehicles, silicone rubber plays a critical role in battery safety and high-voltage insulation. Its flame resistance and thermal stability help improve operational safety and long-term reliability.
Silicone Rubber Applications in Aerospace Engineering
Aerospace systems require materials capable of surviving extreme environmental conditions such as temperature fluctuations, vibration, pressure changes, and radiation exposure.
Silicone rubber is widely used in aerospace engineering for:
- Aircraft sealing systems
- Thermal insulation
- Electrical connector protection
- Flame-resistant components
- Vibration damping systems
The material’s flexibility at low temperatures and stability at high temperatures make it ideal for aviation applications.
Silicone Rubber Applications in Medical and Healthcare Products
Medical-grade silicone rubber is highly valued because of its biocompatibility, non-toxicity, and sterilization resistance.
Common silicone rubber medical applications include:
- Catheters
- Surgical tubing
- Respiratory masks
- Prosthetics
- Implantable medical devices
- Wearable healthcare products
Silicone rubber can withstand repeated sterilization without significant degradation, making it suitable for long-term medical use.
Silicone Rubber Applications in Electronics and Consumer Products
Silicone rubber also plays a major role in electronics manufacturing and consumer product design.
Silicone Rubber in Electronics
Common applications include:
- LED encapsulation
- Keyboard membranes
- Connector seals
- Potting compounds
- Semiconductor equipment components
As electronic devices become smaller and more powerful, silicone rubber helps provide thermal management and environmental protection.
Silicone Rubber in Consumer Products
Consumer products frequently use silicone rubber because of its flexibility, durability, and soft-touch characteristics.
Examples include:
- Smartphone cases
- Kitchen utensils
- Baby products
- Wearable devices
- Sports equipment
Silicone Rubber Challenges and Future Development Trends
Despite its many advantages, silicone rubber also faces certain limitations. Compared with traditional elastomers, silicone rubber is relatively expensive, and some formulations may exhibit lower tear resistance unless reinforced.
However, continuous technological advancements are improving silicone rubber performance through:
- Nanotechnology
- Advanced fillers
- Material modification techniques
- Improved manufacturing processes
Several future trends are expected to increase silicone rubber demand even further:
- Expansion of ultra-high-voltage transmission systems
- Growth of electric vehicle infrastructure
- Renewable energy development
- Smart grid construction
- Advanced medical technologies
- Miniaturized electronic devices
Manufacturers are also investing in environmentally friendly silicone rubber production technologies and recyclable materials to support sustainable industrial development.
Silicone Rubber Will Continue Driving Advanced Industrial Innovation
Silicone rubber has become one of the most strategically important materials in modern engineering and industrial manufacturing. Its unique combination of electrical insulation, thermal stability, hydrophobicity, weather resistance, and mechanical flexibility allows it to perform reliably across a wide range of demanding applications.
Among all applications, silicone rubber composite insulators remain one of the most technically important uses because they significantly improve the reliability and efficiency of modern power transmission systems. At the same time, silicone rubber continues to support innovation in renewable energy, automotive engineering, aerospace systems, healthcare products, electronics manufacturing, and consumer technologies.
As industries continue advancing toward electrification, intelligent infrastructure, and sustainable energy systems, silicone rubber will remain a critical material shaping the future of high-performance engineering and industrial technology.